Литьё из металла своими руками. Литье из металла фигурок
Литье фигурок из металла на заказ
Литье фигурок из металла
Литье металлами в Top 3D Shop: золото, серебро, латунь, медь, мельхиор, нейзильбер, алюминий, олово. Для крупных партий возможно литье сталями и промышленными сплавами. Цены и подробности по запросу.

Процесс литья
Низкая зольность материалов: REC Cast - 0,1%, VisiJet - 0,05% от массы выжигаемой распечатки, сокращает необходимую пост-обработку.
Выжиг полимерных моделей происходит при температуре 405°С - 750°С.
Максимальные размеры изделий по фотополимерным воскам и пластикам ограничены рабочей камерой печатающего их принтера. Камера Form 2, например - 145 x 145 x 175 мм, Makerbot Replicator Z 18 - 305 х 305 х 457 мм.
Плюсы применения FDM-печатных моделей:
-
Получение изделий в 2 раза большего размера, по сравнению с SLA
-
Стоимость изделия такого же объема - в 5-7 раз ниже, по сравнению с SLA
-
Толщина слоя при печати FDM - 0,1 мм
Плюсы применения SLA-печатных моделей:
-
Гладкая поверхность
-
Толщина слоя при печати SLA - 0,025 мм
-
Детализация: диаметр пикселя по XY - 0,14 мм
Для миниатюрных изделий с высокой детализацией SLA предпочтительнее. Для крупных моделей - FDM.
Наши преимущества:
 |
Собственное производство В распоряжении собственное оборудование и штат из 5 инженеров |
|
|
Высокая скорость выполнения заказов Мы осуществляем полный технологический цикл включая создание мастер модели и отливок внутри своей компании. |
|
|
Разумные цены Мы не отдаем работу подрядчикам, а выполняем ее сами. За счет этого мы предлагаем конкурентные цены |
|
Достойное качество продукции Все наши инженеры прошли обучение и сертифицированы. Это гарантирует отсутствие брака в вашей продукции |


Для определения стоимости и сроков выполнения гравировки вашего объекта направьте ваш запрос через форму или на почту:
В запрос нужно включить следующую информацию:
1. Фотография объекта
2. Размеры объекта (длина, ширина, высота в мм)
3. Любую необходимую дополнительную инфомарцию
Литье фигурок из металла
Процесс литья любых металлических форм или фигур подразумевает воздействие на металл высокой температурой или давлением. После этого расплавленный сплав отправляется в специальную пресс-форму, где ему придается определенная форма.
Литье фигурок из металла – сложный и длительный процесс, для него потребуется качественное оборудование и лучшие пресс-формы. В нашем интернет-магазине вы можете не только купить пресс-формы для любого материала, приобрести технологическое оборудование, но и купить металлические фигурки на заказ. Они станут отличным сувениром или подарком для близких людей, коллег или начальника.
Наши работники предоставят вам широкий выбор возможных вариантов из разных сплавов и чистых металлов, стоимость таких изделий будет зависеть именно от материала. Мы также можем реализовать ваш личный проект и сделать индивидуальную фигурку для ваших близких.
Отливка фигурок из металла осуществляется на лучшем оборудовании, благодаря этому технологический процесс проходит намного быстрее. В работе используются только качественные материалы. Мы гарантируем качество изделий и своевременность их доставки клиенту. Здесь же вы можете приобрести любые детали для металлических изделий.

Владислав Зиновьев
"Мы долго искали подходящего поставщика. Не ожидал, что можно так оперативно купить 3д принтер и расходные материалы к нему в Санкт-Петербурге. Долго думали между DWS X FAB и Picaso Designer X PRO"

Вадим Евсеев
"Менеджеры не пытаются продать то, что вам не нужно. Вам подбирают модели по вашим задачам, материал подходящий. Мы это ценим, будем сотрудничать дальше."

Вероника Захарова
"С магазином Top 3D Shop наша компания знакома уже давно. Сама техника отличная, работает не один год, расходники тоже самого высокого качества. Вежливость сотрудников и профессионализм, это так же присутствует в работниках этого магазина."

Пётр Нестеров
"Очень помог с доставкой при моём сложном графике менеджер Свириденко Илья. Доставили всё нам прямо в офис, прямо на мое рабочее место, вовремя и без малейших нервов. Однозначно буду работать с Вами в дальнейшем!"

Леонид Беляков
"Ранее заказывал 3d принтер, проработал уже несколько месяцев, нареканий никаких, функционирует на отлично, помогает выполнять заказы вовремя. Сейчас, в очередной раз, заказал пластик, качество хорошее, подходит для модели моего принтера. Думаем над покупкой второго."

Филипп Ермаков
"Спасибо большое! Очень хорошее качество товара, вежливые и профессиональные сотрудники и конечно оперативность на высшем уровне! Мы довольны, будем продолжать сотрудничать."

Ростислав Цветков
"Покупаю второй раз материал для 3D печати. Качеством доволен во всех направлениях. Уверен что и третий раз сюда обращусь! Полный комплект документов сразу, чтобы взять оборудование на баланс, всё круто. Молодцы."

Владислав Юдин
"Обратная связь налажена и менеджеры имеют возможность консультировать по телефону сразу в режиме онлайн. Без них я вряд ли смог бы сделать достойный выбор. Подобрали оборудование по заявленным характеристикам очень быстро. Ближе к концу года будем брать еще."

София Костюк
"Давно слышал от бизнес-коллег об этом интеграторе. Весьма удивило, что все цены, которые указаны на сайте, являются реальными и соответствуют действительности. Начали закупки, всё устраивает."

Яков Рожков
"Менеджер отреагировал мгновенно на заявку, отвечает на любые вопросы грамотно, посылку отправили на следующий день! Будем покупать еще и расширять парк техники."
top3dshop.ru
Изготовление изделий литьем из металла реализуем под ключ • ИТВМ
Металлы
Изготовление изделий литьем из металла — одна из самых распространенных форм обработки металла. На ней основана глобальная металлургия, но литье деталей и небольших фигурок может заинтересовать и частных клиентов, и представителей малого бизнеса. Востребованными являются литье букв, ювелирных изделий, статуэток, коллекционных фигурок, сегментов устройств и машин.Ищут, где купить литье:• работающие с сувенирной продукцией магазины;• ювелирные компании;• инженеры, работающие кустарным методом;• сотрудники ремонтных мастерских, обслуживающие уникальные устройства;• изобретатели и рационализаторы.Изготовление модели литья — первый этап процесса. Прототип в современном литейном производстве чаще всего делается из воска или пластика на трехмерном принтере. С этого макета делается оттиск: он становится формой. В него заливается расплавленный металл и после окончательной обработки заказ сдается клиенту.Купить литье в Москве можно в магазине готовой продукции ИТВМ 3D, а заказы на изготовление по персональным макетам всегда готовы принять наши специалисты.
СТОИМОСТЬ
Стоимость изготовления мастер-модели, снятия формы и литья партии изделий рассчитывается исходя из объема первичной 3D-модели.После литья партии изделий возможно нанесение на них покрытия из драгоценных металлов – рассчитывается отдельно в зависимости от объема конечных изделий. Специальные цены при литье большого количества изделий. Система лояльности для постоянных клиентов.
СОЗДАНИЕ 3D-МОДЕЛИ
В случае, если у Вас нет готовой 3D-модели, наши специалисты создадут ее по вашим эскизам, чертежам и любым другим графическим изображениям. Стоимость создания 3D-модели – от 1000р. в зависимости от сложности.
ТРЕБОВАНИЯ К МОДЕЛИ
• формат 3D-модели — .STL• оптимальная толщина стенки модели: 4 ммМастер-модель может быть напечатана из полиамида или фотополимера – в зависимости от желаемого качества конечного изделия.Материалы для литья: бронза, латунь, различные сплавы.
СРОКИ ИЗГОТОВЛЕНИЯ
Сроки рассчитываются в зависимости от объема партии и текущей загруженности производства.
Как сделать заказ
- Оставьте свою онлайн заявку на сайте, позвоните по номеру: +7 495 740 51 70 или отправьте свой запрос с приложением графических изображений, эскизов, чертежей или готовую 3D-модель на почту [email protected]
- Мы производим расчеты и связываемся с Вами для уточнения всех деталей заказа в кратчайшие сроки.
- С учетом возможных дополнений согласовываем стоимость и сроки, заключаем договор.
- Приступаем к выполнению заказа.
- По готовности передаем Вам партию изделий любым удобным для Вас способом.
itvm3d.ru
Художественное литье из металла на заказ в компании Sprint 3D.
Художественное литье на заказ — это услуга компании, где с помощью отработанного алгоритма действий, от 3D-моделирования, создания мастер-модели с помощью 3D-печати до снятия с них силиконовых форм и отливки из нужного материала, Вы получаете уникальные и красивые изделия.
Уникальное производство
Ни для кого не секрет, что художественное литье всегда было уникальным в своем роде направлением, в котором создаются настоящие произведения искусства. Sprint 3D дополнили литейное производство используя 3D-моделирование и 3D-печать для изготовление моделей под снятие форм. На начальном этапе мы используем различные виды пластика, полимеров, а также воска. Перед производством мы сохраняем 3D-модель на электронном носителе. В любой момент она готова к внесению изменений, дополнений и быстрому переносу в физическую форму.
Сотрудники отдела литейного мастерства, где работают настоящие профессионалы своего дела, снимают силиконовые формы и отливают партии (от 1 штуки). Работы ведутся на современном высококлассном оборудовании, что позволяет выполнять сложнейшую работу точно и в срок.
Литье из алюминия, бронзы, латуни, а также золота и серебра
Не так много производств, оказывающих услуги художественного литья в силиконовые формы, могут похвастаться отличным соотношением — цена/качество. Мы, в свою очередь, максимально оптимизируем процесс, создавая произведения искусства из алюминия, бронзы, латуни, а также золота и серебра.
С помощью художественного литья мы изготавливаем различные уникальные подарки, ювелирную продукцию, элементы декора, награды различного характера, сувениры, статуи, барельефы и многое другое.


Мы вывели старинный процесс декоративного литья на новый уровень, пользуясь опытом мастеров и внедряя новое оборудование, тем самым увеличивая скорость нашей работы без потери качества. А Вы имеете информацию по каждому этапу в цикле литья.
Прием заказа
Прием заказа на художественное литье
1). Вы присылаете на почту [email protected] эскиз, чертеж или фотографию будущего изделия с габаритами, желаемое количество штук в партии. Или звоните нам по телефону: +7 (495) 740-51-70 и мы детально проконсультируем Вас.
2). В кратчайшие сроки мы оценим работу и ответим в любой удобной форме.
4). Вы производите оплату любым удобным Вам способом.
Этапы работы
Этапы работы
1). 3D-моделирование — воссоздание по вашим эскизам или фотографиям 3D-образа будущего изделия.
Если у Вас есть готовая физическая модель, которое требуется скопировать или видоизменить, мы производим
3D-сканирование.
2). Согласовав с Вами 3D-модель, мы приступаем к 3D-печати (созданию мастер модели под литье).
3). Снятие силиконовых форм и литье металлом.
4). Отправка партии в любую точку России и стран СНГ.
Сроки выполнения заказа
СРОКИ ВЫПОЛНЕНИЯ ЗАКАЗА
Базовые сроки — от 12 рабочих дней в зависимости от сложности работы и количества изготавливаемых изделий.
sprint3d.ru
сплавы в силиконовые формы, в домашних условиях
Олово – это легкоплавкий металл. Он занимает пятидесятое место в таблице Менделеева. Он довольно широко распространен в природе, в частности, руду для его производства активно добывают в море Лаптевых.

Олово
Человек начал применять олово еще в бронзовом веке. В частности, его использовали для получения бронзы. В наши дни его используют в качества припоя, покрытий и пр. Кроме этого, олово применяют в ювелирном деле и при изготовлении игрушек, например, оловянных солдатиков и пр.
Процесс литья из олова
Температура плавления олова всего 231 °C. А вот точка его кипения находится в пределах 2 300 °C. Температуру, при которой металл будет расплавлен, можно достичь в домашних условиях. То есть можно вполне, разумеется, при соблюдении определенных правил и техники безопасности, выполнять литье из олова дома.В промышленных условиях для литья олова применяют специальные центробежные литейные машины. Для изготовления форм применяют гипс, алебастр, эпоксидную смолу, силикон и разумеется, металл.

Процесс литья из олова в промышленности
Создание формы, это, пожалуй, самый ответственный процесс. Для начала необходимо создать эскиз будущей модели. После этого модель изготавливают из полимерной глины. Для нанесения мелких деталей необходимо использовать шило.Другой, не менее важный процесс – изготовление литьевой формы. При ее изготовлении необходимо обеспечить наличие правильного разъема. Он нужен для того, что бы можно было извлечь готовую отливку и при этом не нанести повреждений самому изделию.

Оснастка из силикона для литья из олова
Изготовление оснастки из силикона потребует большего количества материала и времени. Это вызвано тем, что ее необходимо подвергнуть процессу вулканизации. Но в результате всех хлопот будет получена многооборотная оснастка для литья оловянных изделий. В случае если будущая деталь будет достаточно сложной, то необходимо будет предусмотреть наличие закладных деталей. Нельзя забывать и о воздуховодах, через них, по мере заполнения формы оловом, должен выходить воздух.
Важным элементом конструкции оснастки является отверстие, через которое будут выполнять заливку. Если оно будет маленьким, то металл будет поступать слишком медленно и процесс застывания может начаться до ее полного заполнения.Перед началом литья необходимо соединить полуформы вместе и поместить между листом фанеры. Лист должен быть толщиной не менее 12 миллиметров, размер должен превышать габариты металлоформы. По окончании сборки всю конструкцию стягивают жгутом.
Две полуформы между листами фанеры, стянутые жгутом
Технология литья не отличается большой сложностью, готовить металл к заливке имеет смысл после окончательной сборки формы. Для этого его необходимо хорошо прогреть. После того как на его поверхности появиться пленка желтоватого цвета можно считать, что олово готово к розливу. Если металл будет перегрет, то на поверхности расплава будет плавать синяя или фиолетовая пленка.Расплавленный металл заливают тонкой струйкой. При этом для удаления воздуха можно слегка постукивать корпусу.Открывать форму можно только после того, как отлитая деталь полностью остынет. Для изъятия отливки нужно использовать щипцы. Надо быть готовым к тому, что первое полученное изделие будет иметь некоторые дефекты поверхности.

Удаление излишек олова (облой)
Последовательность механической обработки выглядит следующим образом. Сначала удаляют облой. Так, называют излишки расплава, которые затекают в шов формы. Для этого применяют шабер. Для удаления литников применяют бокорезы. Для окончательной обработки швов используют абразивную шкурку с самым мелким зерном (нулевку).
Инструменты и материалы для литья
Олово практически идеальный материал для выполнения литья и в домашних, в промышленных условиях. Какие будут нужны материалы и инструменты для производства формы и выполнения литья. Для изготовления формы потребуется герметик и гипс. Из первого будет изготавливаться сама оснастка, а гипс потребуется для изготовления каркаса, в который будет установлена технологическая оснастка.

Инструменты для литья из олова
Кроме, названных материалов потребуется несложный слесарный инструмент – напильники с разным сечением, плоскогубцы, паяльник и пр.
Формы для литья олова
Для изготовления литьевой оснастки применяют такие материалы, как гипс или силикон. Все зависит от детали и ее назначения. К самой простой можно отнести гипсовую. Для ее изготовления понадобится коробка из дерева, некоторое количество гипса и кусок металлической трубки.
Создание оснастки выполняется в несколько шагов:
- Приготовление гипсовой смеси. Она по внешнему виду должна напоминать густую сметану.
- Смесь вываливают в заранее приготовленную коробку и разравнивают.
- Для получения полуформы необходимо взять деталь и наполовину погрузить ее в приготовленный гипс. Аналогичную операцию необходимо выполнить со второй половиной детали. В результате будут получены 2 полуформы.
- Полуформы надо соединить, или скрепить с помощью замков или просто стянуть тугой резинкой. В то место, через которое будет заливаться расплав олова надо вставить приготовленную металлическую трубу.
В принципе литьевая оснастка готова к работе. Расплав олова можно спокойно заливать в полученную форму.
В чем отличие гипсовых форм от других – главное они имеют меньшую стойкость. Если их поверхность не подготавливать, то такая оснастка может выдержать один – два цикла.
Основные способы литья олова
В промышленных условиях существует несколько технологий позволяющих быстро и эффективно изготавливать отливки из олова и его сплавов.
Самым популярным можно назвать литье в центробежной машине.
Суть этого метода довольно проста, расплавленный металл, через систему литников подается в формы, расположенные вокруг одной оси и вращающиеся с определенной скоростью. Их вращение обуславливает создание центробежной силы, которая прижимает поступающий металл внутри формы. Таким образом, происходит устранение лишних газов из тела будущей отливки. Это инженерное решение позволяет получать металл с мелкозернистой структурой.Литье выполняют в металлоформы, произведенные в заводских условиях. Перед заливкой на рабочие поверхности могут быть нанесены составы, облегчающие выемку готовой отливки из формы.
Литье олова в домашних условиях
Как уже отмечалось, литье из олова в домашних условиях используют для получения рыболовных снастей, фигурок, например, солдатиков и пр.Порядок выполнения отливки из олова выглядит следующим образом:
- Изготовление формы.
- Литье изделия.
- Механическая обработка отливки.
Для выполнения литья олова в домашних условиях понадобиться:
- Кухонная плита;
- Олово.
- Форма для отливки.
- Напильник, скальпель и некоторые другие несложные инструменты.
Оснастку, выполненную из алюминия или силикона, можно использовать по нескольку раз. Для получения качественного результат придется потратить много времени, при этом желательно иметь определенные художественные навыки. После того как фигурка будет отлита ее желательно раскрасить. Для этого применяют акриловые краски. Для того чтобы она хорошо легла фигурку перед началом работы необходимо обезжирить.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Литьё из металла своими руками |
Изящные копии древних воинов, произведения искусства в миниатюре, причудливые животные и многое другое находит своё отражение в металлических статуэтках, которые можно купить в любом магазине сувениров. Но как быть, если вы хотите удивить товарища эксклюзивной вещью? Данная статья описывает способ литья металла в домашних условиях.
Прежде чем приступить к созданию той или иной причудливой формы вы должны продумать чёткую последовательность ваших действий. Помните о главном: так как вы работаете с расплавленным металлом и возможно с открытым огнём, соблюдайте все правила пожарной безопасности!!!
Вам понадобится воск (желательно моделировочный), примитивные инструменты (используйте всё, что кажется, вам подходит) для придания воску формы вашей статуэтки. Гипс, жидкость для мытья посуды (нанесение разделительного слоя) для создания многоразовой формы. Так же вам необходим материал для создания опоки — ёмкости, удерживающей формовочную смесь при её уплотнении. рисунок №1, 2.
 Рисунок №1 — Опока
Рисунок №1 — Опока
 Рисунок №2 – Статуэтка, помещённая в опоку
Рисунок №2 – Статуэтка, помещённая в опокуВ просторах интернета вы сможете найти много рекомендаций по данной тематике. Обратите внимание на следующие нюансы:
1) Если вы хотите сделать несколько статуэток – вам необходима многоразовая разборная форма При создании разборной формы вам понадобится предусмотреть направляющие – я выделил их красным цветом на рисунках. Они необходимы вам для того что бы форма всегда совмещалась правильно при её закрытии.
 Рисунок №3 — Нижняя половина разборной формы с установленной направляющей
Рисунок №3 — Нижняя половина разборной формы с установленной направляющей1- Восковая модель статуэтка
2 — Гипс
Направляющие необходимо предусмотреть стразу, рекомендую залить гипсом нижнюю половину разборной формы, после высыхания аккуратно просверлить отверстия и вставить в них деревянные стержни. После нанести разделительный слой и залить вторую часть формы оставив отверстия для металла и воздуха.
 Рисунок №4 – Многоразовая разборная форма в разрезе
Рисунок №4 – Многоразовая разборная форма в разрезе3 — Литник для металла;
4 — Отверстие для выхода воздуха (не обязательно делать его сверху).
2) Прежде чем заливать метал в готовую форму, её необходимо хорошо прогреть, до температуры металла.
3) Расплавляйте метала чуть больше чем объем вашей статуэтки – это необходимо для того, что бы он заполнил все пустоты в форме. Также вам необходимо создать давление при помощи какой-нибудь пробки, заткнув ею отверстие в которое налили метал рисунок №5.
 Рисунок №5 -Иллюстрация процесса заливки металла в форму
Рисунок №5 -Иллюстрация процесса заливки металла в форму5 — метал наливается через широкую воронку;
6 — воздух выходит через специальное отверстие.
Пробка выделена оранжевым цветом, направляющие красным, расплавленный метал синим.
P.S.: Я постарался наглядно показать и описать не хитрые советы. Надеюсь, что хоть что-то вам пригодятся. Но это далеко не всё что возможно выдумать, так что дерзайте, и штудируйте сайт http://bip-mip.com/
bip-mip.com
Процесс создания украшения в технике литья по выплавляемым моделям

Сегодня расскажу о процессе создания украшений на примере своей университетской работы. Для создания своих украшений, первым делом я выбираю тематику и ищу информацию, просматриваю книги, фотографии, то, что натолкнёт меня на идею, даст образ. К примеру, я хотела создать фигурку алтайца. Для этого я перерыла кучу книг с их национальной одеждой, изучила их быт, традиции. Когда я накопала достаточно информации, вдохновилась, я приступаю к эскизированию — поиску на бумаге.


Когда фигурки были найдены, начинается этап отрисовки, прорабатывание деталей, в данном случае я отрисовывала в CorelDraw.
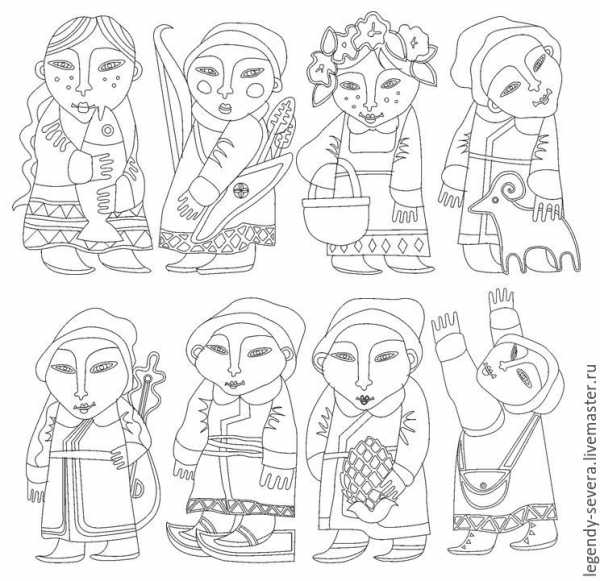
Затем с помощью программы ArtCam я моделировала фигурки в объеме. И с помощью фрезерно-гравировального станка вырезала в воске (используется специальный ювелирный воск).

Теперь, когда восковые модели готовы, я собираю их на так называемую «ёлку», то есть напаиваю модели на восковой стержень.

Далее ёлка помещается в опоку и заливается специальным гипсом — формомассой. Здессь фотографий у меня нет, так как этим процессом я не занимаюсь, но могу описать технологию. Потом опока, в которой заформована ёлка ставится на 10 часов на прокалку. Там она нагревается, воск выгорает, вместо него образуется пустота, которая в дальнейшем заполнится металлом.
Далее берется металл, плавится до температуры 1200 градусов.
Далее прокаленная опока вынимается и ставится в литьевую камеру. Из плавильной печи достаётся расплавленный металл в тигеле и заливается в опоку.
После заливки, форму охлаждают и разрушают.Отлитую ёлочку с фигурками разрезают специальными кусачками срезая фигурки с центрального литника.Затем наступает очередь непосредственной обработки будущих фигурок. Фигурки размывают и очищают от остатков застывшей формомассы. Затем могут быть подвергнуты к отмачиванию в специальных растворах для удаления накала на фигурках.

Затем наступает очередь механической обработки. Этим процессом уже снова занимаюсь я, с фигурок удаляю литники, при помощи бормашинки и полирую места крепления литников к фигурке. Далее фигурки обрабатываю латунными щетками (крацовками) на шлифовальном станке, снимая остатки окалины и затем полирую муслиновым кругом со специальной пастой. После полировки я подвергаю фигурки черению в специальных кислотах для придания объема. После этого фигурка снова полируется муслиновым кругом, чтобы выступающие части фигуры заблестели.

Вот так выглядит готовая фигурка. На данный момент я пришла к тому, что вырезать модели украшений из воска вручную гораздо приятней. Поэтому все изделия представленные в моём магазине вырезаны вручную и затем отлиты в металле.


www.livemaster.ru
2.11. Объемное литье. Основы дизайна. Художественная обработка металла [Учебное пособие]
2.11. Объемное литье
В отличие от барельефного и ажурного с помощью объемного литья можно получить выгнутые рельефы, кольца и перстни с орнаментом по всему периметру (см. рис. 2.14, 2.15, 2.16 и 2.18). Также изготовляются и полнообъемные фигуры.
Технологию объемного литья мы опишем на примере изготовления художественного кольца (см. рис. 2.14). И в этом случае работа начинается с создания пластилиновой модели. Кольцо задуманной формы лепят стеками на стеклянной пробирке диаметром 18–20 мм. Не надо огорчаться, если не удается тонко проработать все детали кольца. Из-за мягкости материала этого и невозможно добиться. Вся мелкая доводка пойдет в оловянной отливке.
После того как модель закончена, приступают к изготовлению литейной формы. Разведенный до густоты сметаны гипс наносят в несколько слоев на модель. Первый слой, так называемый облицовочный, толщиной 2–3 мм накладывают тонкой кисточкой. Ее острием заполняют все углубления в пластилине. Большими каплями гипс накладывать нельзя, иначе между гипсом и моделью могут остаться пузырьки воздуха. Второй слой большей толщины наносится стеком, когда разведенный гипс уже начинает схватываться. Далее на модель наращивают гипс так, чтобы скульптурное изображение было внизу, а литейная коронка вверху (рис. 2.22, позиция 6, первые пять позиций смотрите в барельефном литье). Когда форма схватится, ее помещают под струю теплой воды. Пластилин размягчится, и тогда не составит труда вынуть из формы стеклянную трубку.
Далее под струей теплой воды стеком удаляют пластилин модели. Вынутую стеклянную трубку нужно заменить пустотелым гипсовым стержнем, который встанет на ее место в блок-форме. Стержень делается так: ту же стеклянную трубку обертывают в два слоя мокрой писчей бумагой (рис. 2.22, позиция 7), бумажное кольцо сдвигают по трубке-пробирке к ее донышку (рис. 2.22, позиция 8), и в образовавшийся бумажный стаканчик до половины наливают гипс. Через 1–2 минуты, когда гипс начнет схватываться, его разгоняют стеком по стенкам и дну бумажного стакана, а затем заделывают гипсом и верхнее отверстие. Полость в гипсовом стержне нужна будет при литье, в ней образуется тот запас расплавленного металла, где соберутся усадочные раковины. Готовый стержень под струей воды вставляют в отверстие формы, слегка поворачивая в обе стороны для протирки.
Гипсовую форму необходимо снабдить системой литников и выпоров. Сначала сверлятся литники в стержне, соединяющие его объем с небольшим объемом формы. Затем стержень вставляют в форму и сверлят основной вертикальный литник, между литейной воронкой и полостью стержня. Далее сверлятся выпоры (рис. 2.22, позиция 9). Мокрая гипсовая форма настолько мягка, что литники и выпоры можно сверлить, держа сверло прямо в пальцах. Сверлить литники и выпоры вполне доступно стеком, кончик которого имеет форму круглой лопаточки.
После сверления стержень нужно вынуть из формы и смыть остатки размельченного гипса. Промытый стержень окончательно вставляется в форму, а две кольцевые щели между стержнем и формой замазываются жидким гипсом. Форма готова к сушке. Сушат блок-форму очень тщательно. Операция заливки олова в форму, а также все последующие технологические операции идут в том же порядке, что и при барельефном и ажурном литье.
Фигурки человека, животных и т. д. отливают в полнообъемные неразъемные формы. В этом случае модель лепят из мягкого пчелиного воска или режут из более твердого технического. Для изготовления модели берут металлический стержень, и конец его окунают несколько раз в расплавленный воск, чтобы получилась булька – заготовка для лепки. В готовую модель перед формовкой в гипс втыкают два куска тонкой проволоки – они создадут каналы для выпоров. Литник будет образован вынутым металлическим стержнем.


Рис. 2.22. Формовка кольца и литье кольца; формовка кольца, подготовленная для заливки оловянного солдатика.
Гипсовую форму изготавливают так, как было описано выше. После отвердевания ее выдерживают в кипятке, пока воск не растает и не выйдет по литнику и выпорам на поверхность воды.
Кокильное литье. Вся история оловянного литья связана с литьем в кокиль. Из дошедших до нас памятников материальной культуры мы знаем, что еще древние литейщики пользовались кокильными формами, и они были разъемными. Изготовляли их из обожженной глины (керамики), известняка и природного гипса-ангидрида. Правда такие формы были не прочными и служили не долго. Более долговечными оказались формы из природного шифера, змеевика, свинца и бронзы. С XV века начали применять медь, а с XIX века и по сей день пользуются формами из чугуна и стали (см. выше).
В домашних условиях и в мастерских образовательных учреждений кокильные формы можно изготавливать из гипса или абразивных камней. Прочная гипсовая форма получается, если гипс замешивают на жидкости, состоящей из четырех объемов воды и одного объема насыщенного раствора буры. Используют при кокильном литье и так называемый мраморный гипс. Есть два рецепта его приготовления.
Первый: на четыре весовых части гипса добавляют одну часть буры и доводят водой до консистенции жидкой сметаны.
Второй: гипс замешивают на растворе столярного клея. Клея в воду добавляют столько, чтобы пальцы лишь слегка склеивались. Следует иметь ввиду, что эти добавки увеличивают время затвердевания гипса.
Кроме гипсовых форм, можно использовать формы из абразивных камней (например, оселков для правки бритв и столярного инструмента) и сланцевых камней. Объемное скульптурное изображение гравируют в их толще. Выпоры прорезают штихелем вокруг изображения и отводят их в стороны вверх. Для заливки олова в разъемных формах вырезают воронку (см. рис. 2.22, позиция 10).
Отливка оловянного солдатика.
Многие учащиеся СПТУ и студенты интересуются историей военной техники, собирают оловянных солдатиков, но пополняется она редко. Коллекционеры с трудом находят нужные экземпляры. Если вы хотите заняться художественным литьем, этим увлекательным делом, придется овладеть сразу несколькими профессиями: быть и художником, и скульптором, и мастером по отливке. А теперь о самом процессе.
По эскизам лепят фигурку из скульптурного пластилина и покрывают лаком. Когда лак высохнет, наносят разделительный слой – вазелин или растворенный в керосине воск. Фигурку кладут на пластинку пластилина, не забыв обозначить на ней литниковую часть – утолщения для заливки олова. Скульптуру осторожно вдавливают, примерно до середины. Открытую часть покрывают герметиком (специальным клеем), высохнув, он передаст мельчайшие детали рельефа. Клей наносят в три слоя, между вторым и третьим для прочности прокладывают марлю. Каждый слой сохнет сутки. Пластинку с солдатиком помещают в картонную коробку, наносят разделительный слой и на 0,5 см заливают гипсом, разведенным до консистенции жидкой сметаны.
После полного высыхания гипса (2–3 дня) процесс повторяют, но уже со второй половинкой фигурки. Когда будут готовы оба слепка, не вынимая из гипсовой формы (такая формочка может прослужить не один десяток раз), их изнутри покрывают графитом. Обе части скрепляют. Можно заливать олово.

Рис. 2.23. Фигурку до половины заделайте в пластилин. Для выхода воздуха проведите неглубокие канавки.

Рис. 2.24. Покройте герметиком в три слоя

Рис. 2.25. Перед заливкой олова нанесите слой графита

Рис. 2.26. Заливка металла в кокиль

Рис. 2.27. Облой (лишний материал) легко удаляется с помощью ножа. Такая формочка может прослужить не один десяток раз.
Облой (лишний материал) с отлитой заготовки легко удаляется с помощью ножа. Готового солдатика раскрашивают гуашью, темперой или масляными красками, а затем покрывают лаком или эпоксидным клеем (см. рис. 2.23–2.27).
Поделитесь на страничкеСледующая глава >
tech.wikireading.ru








